
Была цель распечатать что-то, что действительно мне сейчас не хватает дома. И выбор пал на “ложку” под ложку. Материалом для печати был выбран PETG, по нескольким причинам: PETG является пищевым материалом, а также устойчив к температуре.
При печати использовались ранее стандартные профили, а именно:
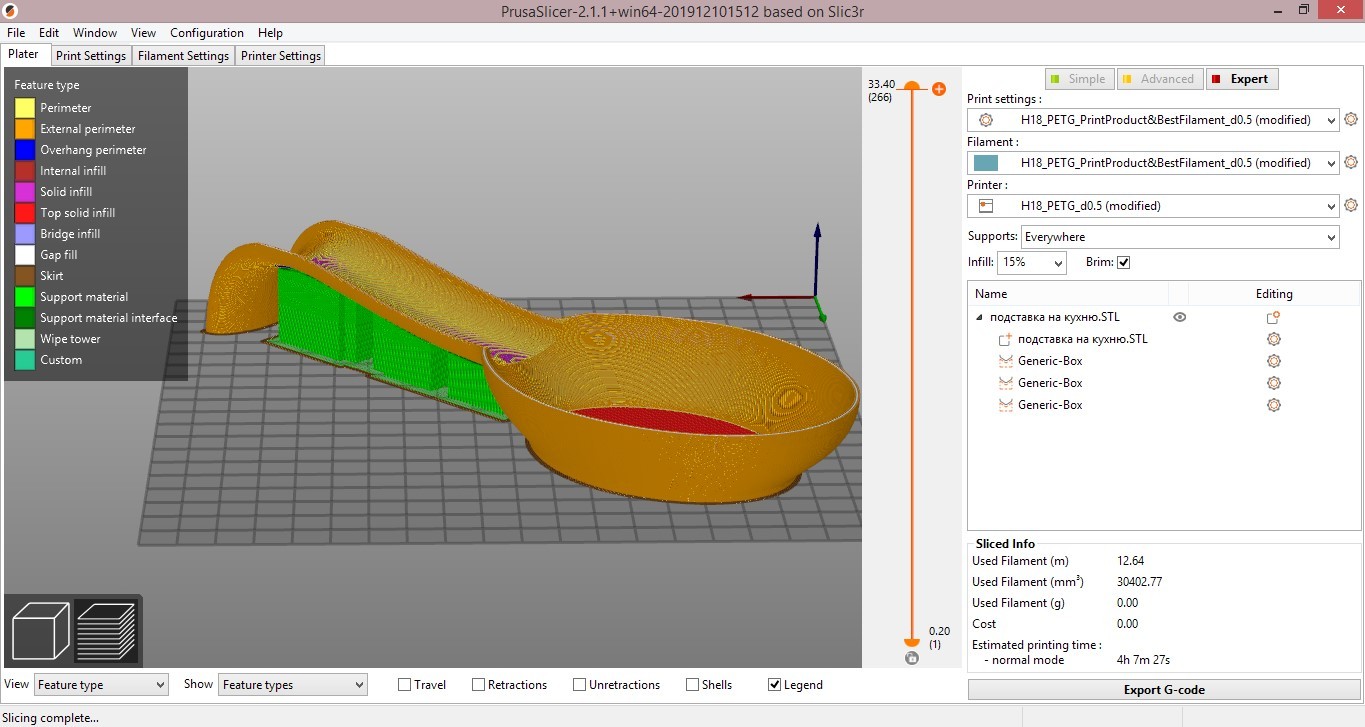
Print settings: H18_PETG_PrintProduct&BestFilament_d0.5
Filament settings: H18_PETG_PrintProduct&BestFilament_d0.5
Printer Settings: H18_PETG_d0.5
Но во время печати со стандартными профилями возникли сразу несколько проблем:
- На модели образовалась паутина (сопли).
- На модели в месте шва образовались дыры.
Место шва модели, где образовались дырки:
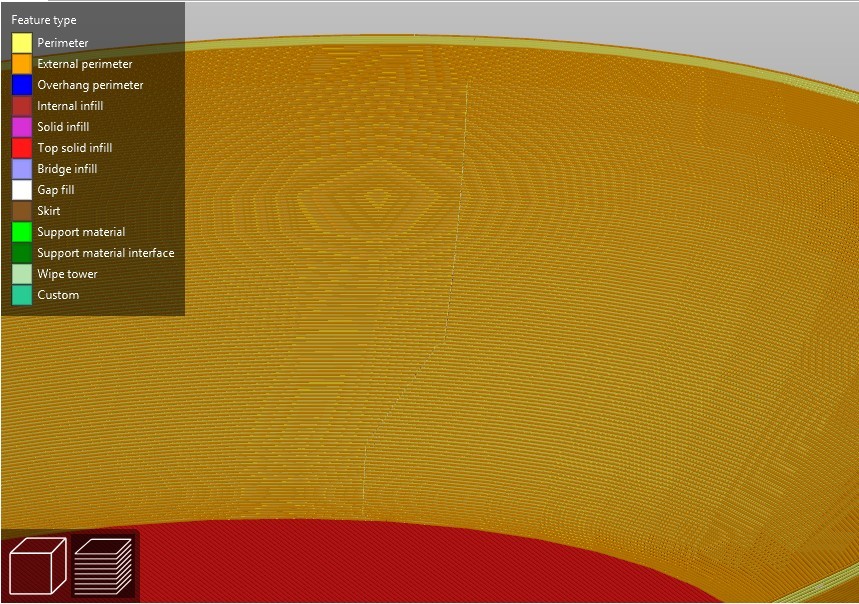
Обе проблемы связаны с ретрактом. Но если сопли на модели говорят о том, что возможно следует увеличить ретракт, то дыры на месте шва как раз говорят о том, что значение ретракта нужно наоборот уменьшить.
В такой противоречащей ситуации следует помнить, что пластик PETG редко удается настроить так, чтобы он совсем не оставлял паутины на модели. И даже с учетом того, что если Вы сумели настроить подходящий ретракт для катушки пластика одного цвета, есть вероятность что он не подойдет для другого.
И тем не менее, настроить так, чтобы пластик хотя бы не критично сопливил, возможно. Для этого нужно настроить подходящую температуру для пластика. А также, для того чтобы решить проблему с дырами у шва нужно будет изменить значения ретракта.
Температура, которая стояла в настройках, была 240.
Рекомендованная температура для пластика PETG от компании BestFilament находится в пределах 220-245 градусов. И поэтому, наш пластик как раз и сопливил, для него была установлена слишком большая температура.
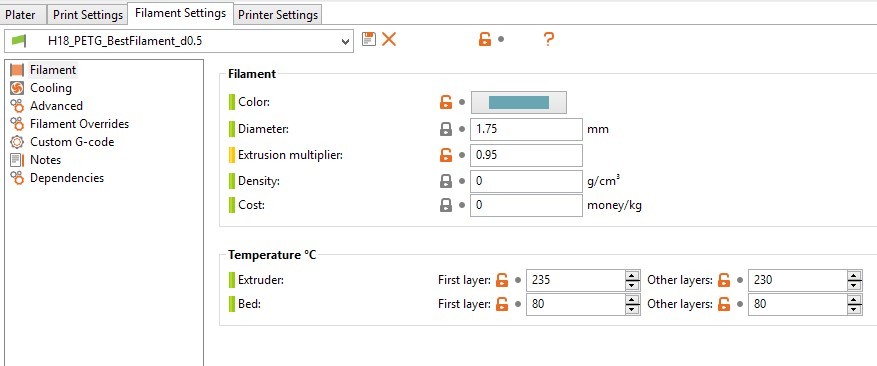
Лучше всего подбирать температуру начиная с минимальной, то есть, в нашем случае с 220. Но, к сожалению, при печати на этой температуре принтер стал пропускать шаги, из-за того что пластик не был достаточно расплавлен и не подавался в экструдер.Подняв температуру до 230 проблема с пропусками при печати была решена, а так же благодаря этой температуре и изменению ретракта с 2х до 1 удалось избавиться от соплей.
Ниже представлен скриншот с измененной температурой пластика.
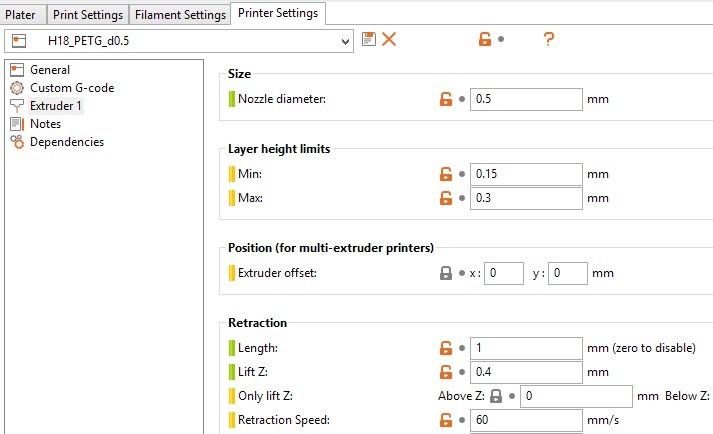
Проблема с дырами у шва возникает из-за того, что экструдер вытягивает пруток на большое расстояние. Для этого нужно изменить значение ретракта.
При изменении ретракта рекомендую начинать с значение 1. Затем, ретракт нужно будет изменить в зависимости от результата.
Если на модели слишком много соплей, то рекомендую поднять ретракт на единицу, то есть, если у Вас было значение 1, его нужно поднять до 2х. Если на модели соплей не значительно много, то тут можно поднять его на значение 0,5.
В противоположном случае, когда на модели образуются дыры, ретракт нужно будет уменьшать.Рекомендую также уменьшать ретракт в зависимости от того, насколько большие дыры присутствуют на модели. Например, в данной модели значение ретракта было уменьшено с 2 до 1.
(Следует упомянуть что в редких исключениях дыры на шве модели могут свидетельствовать о том, что тефлон внутри экструдера начинает выходит из эксплуатации, и необходима его замена. Но помимо небольших дырок на шве модели, будут так же дырки и щели на верхнем слое модели.)
Ниже представлен скриншот с измененным ретрактом:
Фотографии напечатанной модели:


