
Печаталась шкатулка из двух различных материалов: из красного PETG от Bestfilament и белого PLA+ от Filamentarno. Эти два цвета хорошо дополняют друг друга, а так же отмечу, что изделия из белого PLA+ очень красиво смотрятся, так как материал переливается на свету как шелк.
Основа шкатулки печаталась с помощью стандартных профилей, и при печати не возникло никаких проблем:
H18_PETG_PrintProduct&BestFilament_d0.8
H18_PETG_PrintProduct&BestFilament_d0.8
H18_PETG_d0.8
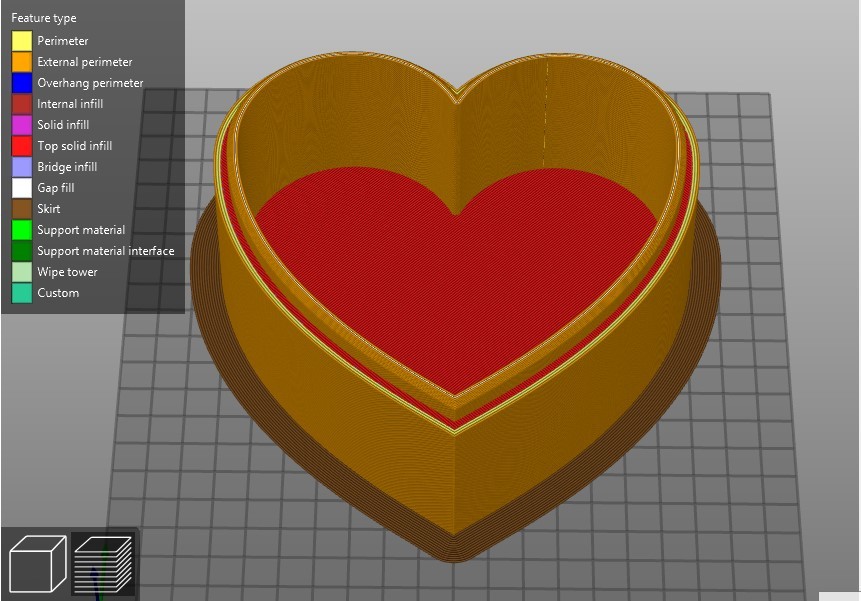
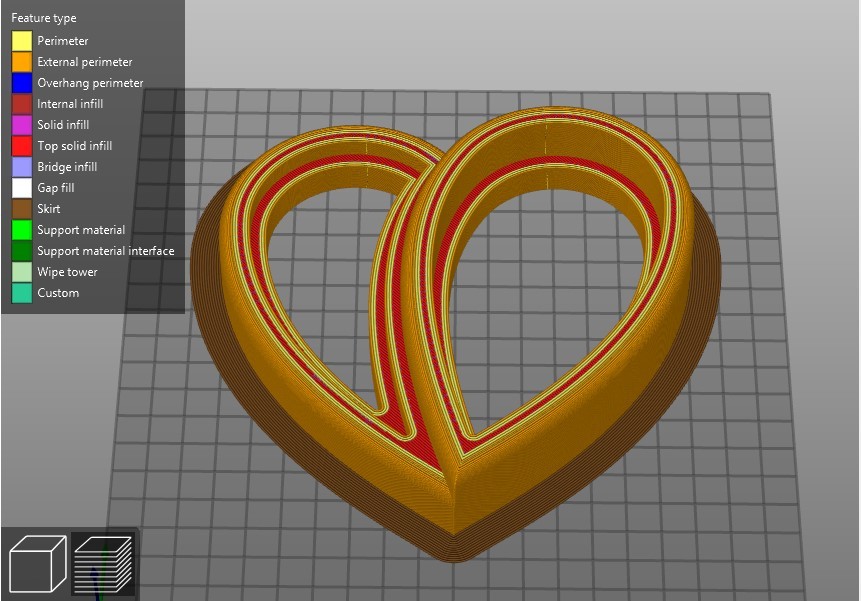
Единственное, что я изменила сразу в настройках при печати материалом PETG, был слой (поставила 0,3), и изменила температуру печати (230\225), так как уже знала, что PETG с 0.8 соплом лучше всего печатается именно с этими параметрами.
А вот с печатью пластиком PLA+ возникли некоторые затруднения. Начинала печатать я так же, с помощью стандартных профилей:
H18_PLA+(Filamentarno)_d0.3
H18_PLA+(Filamentarno)_d0.3
H18_PLA_d0.3
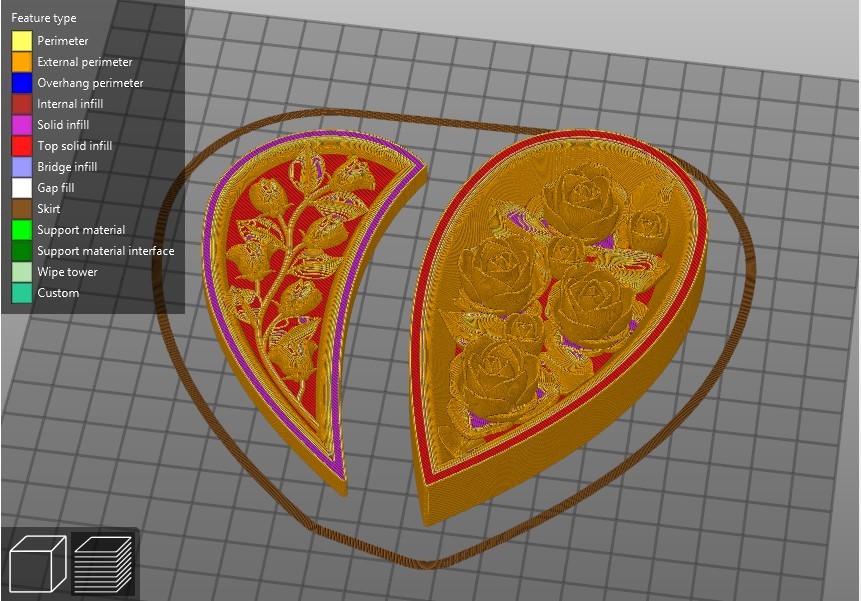
Трудность возникла в том, что модель, при печати, немного полосила. На самом деле, полосы на модели были не критичны, но так как пластик переливается на свету, полосатость на модели, сразу бросается в глаза. Поэтому нужно немного изменить температуру.
Так как модель печаталась с помощью сопла 0.3, температуру следует выставлять немного выше на 5-10°C, чем при печати с соплом 0.5.

Так же, для того, что бы мне было удобнее, я отключила брим на модели, и сделала вокруг модели “юбку”, чтобы когда принтер начала печатать саму модель, на ней не было огрехов, в виде лишнего пластика.
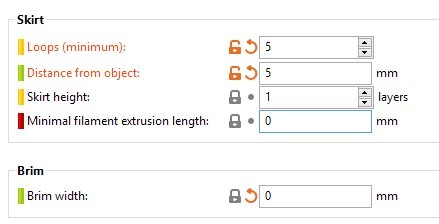
После этих небольших изменений, модель успешно напечаталась:


