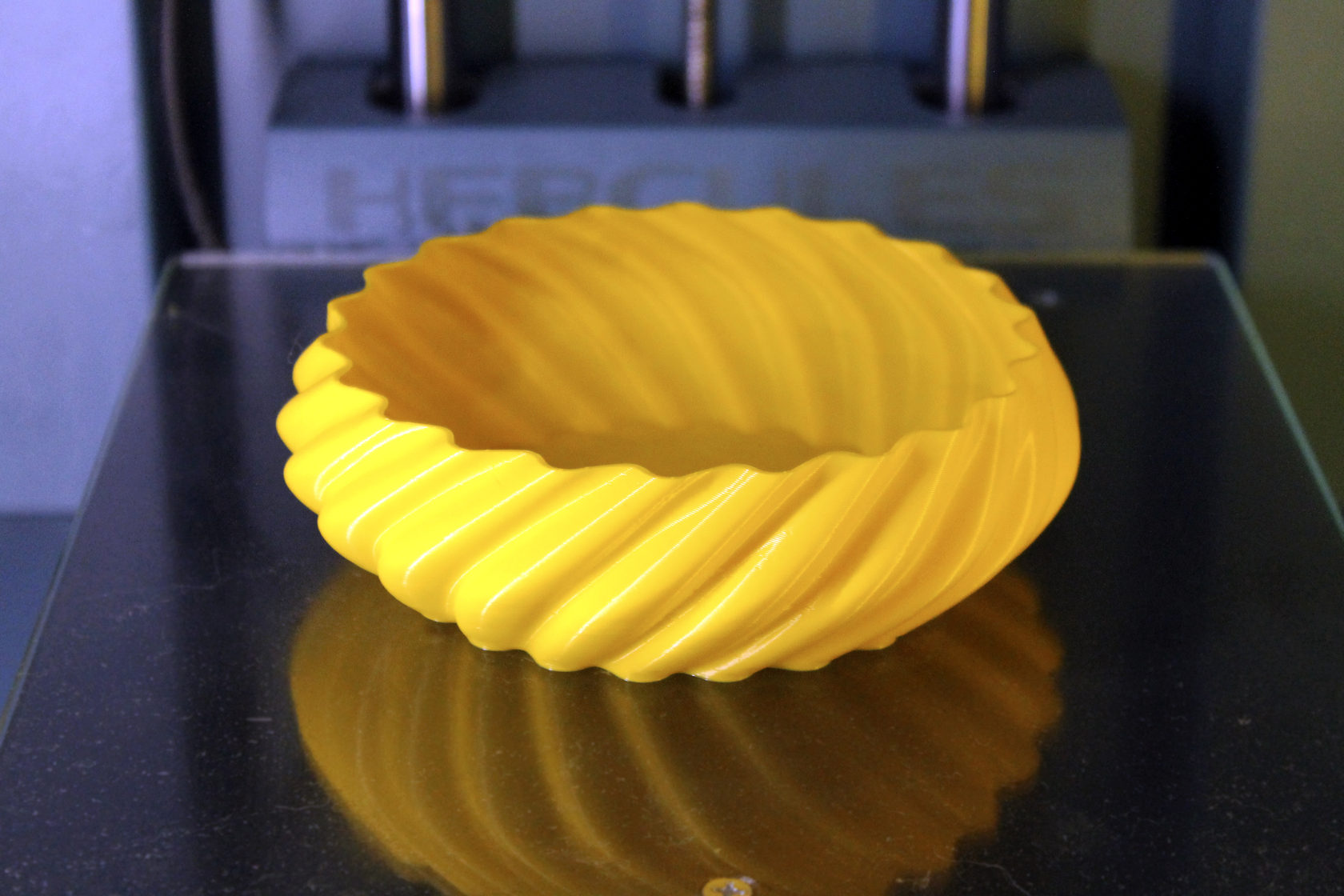
Материалом для подставки был выбран Flex от Rec, так как такая подставка не испортится от подсолнечного масла.
К сожалению, готового профиля под этот материал у нас не было. Не беда, создадим свой профиль из других похожих профилей, с учетом рекомендаций от производителя пластика.
За основу были взяты профили:
Print settings: H18_Flex_BestFilament_d0.5
Filament settings: H18_Flex-Hard_PrintProduct_d0.5
Printer Settings: H18_Flex_d0.5
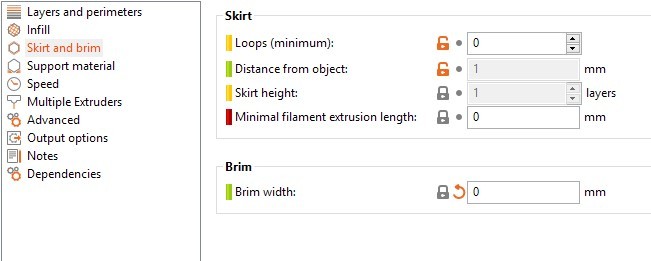
Итак, в первом паке настроек print settings я практически ничего не меняла. Единственное, был убран брим, так как нижняя площадь поверхности позволяла напечатать без него. В остальных случаях, я рекомендую не убирать брим, иначе модель будет отклеиваться от стола.
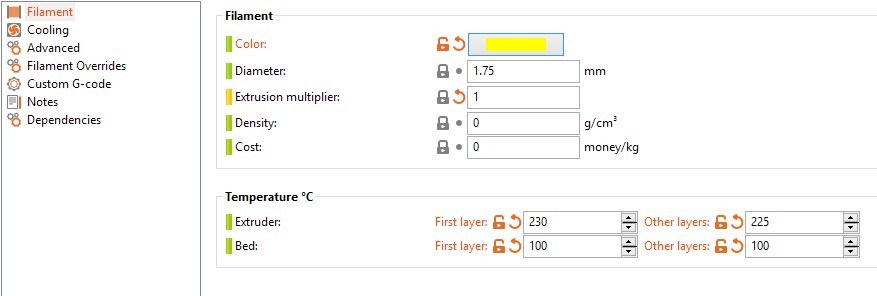
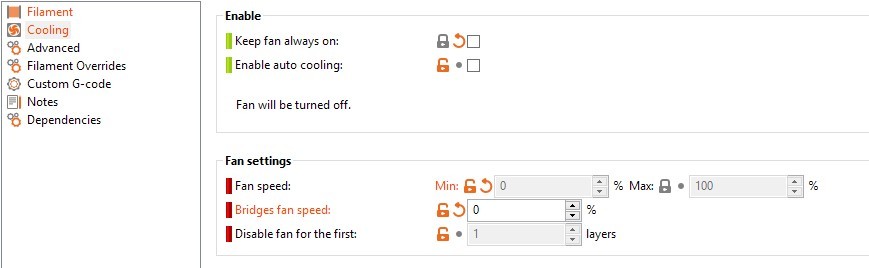
А вот в настройках Filament settings было много изменений. Производитель рекомендует печатать при температуре в пределах от 220-240 градусов на экструдере, и 90-110 градусов на столе. Так же, производитель не рекомендует включать обдув детали при печати. Выставляем соответствующие настройки в нужных нам параметрах Filament и Cooling (температуру поставила немного выше от изначально заданного диапазона, так как flex часто отклеивается от стола).
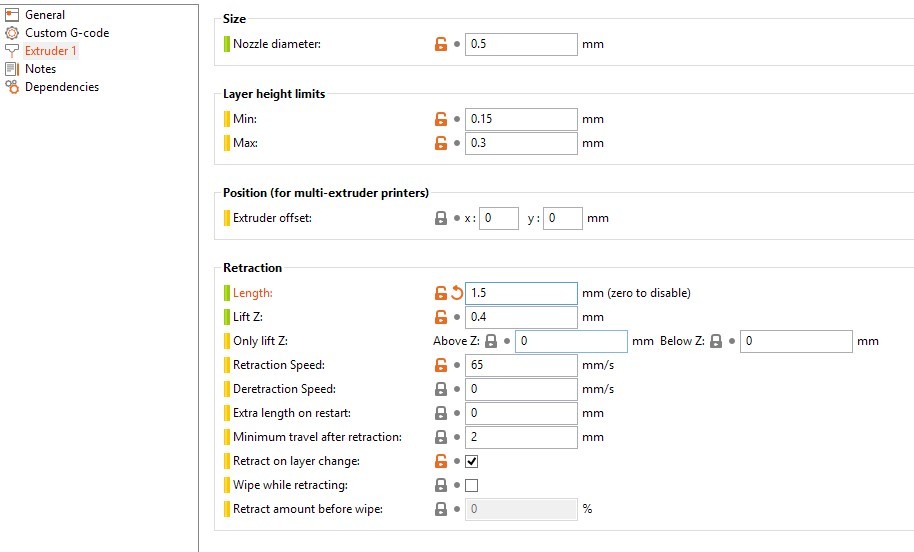
Затем, немного корректируем настройки Printer Settings, а именно делаем чуть поменьше ретракт. Я поставила 1.5.